- Проверить регулировку стола. Регулировка точно требуется, если при печати юбки или каймы Вы получаете отдельные линии. Это значит что высота первого слоя больше заданной. Противоположный случай - слоновья нога. В этом случае сопло слишком близко к столу.
- Использовать химию подходящую для пластика. Например для PLA и PET-G хорошо подходит клей The3D.
- Греть стекло до нужной температуры. Цифры на дисплее могут отличаться от того что Вам нужно. Эксперимент.
- Уменьшить скорость печати первого слоя (15 ... 25 мм/сек). 20 мм/сек в самый раз.
- Увеличить ширину линий первого слоя (110 ... 150 %). Чем больше ширина линий, тем сильнее адгезия.
- Первый слой печатать с каймой. 3-5 линий каймы вполне достаточно для большинства случаев.
Для конкретной модели подбираем значения параметров пунктов 5 и 6.
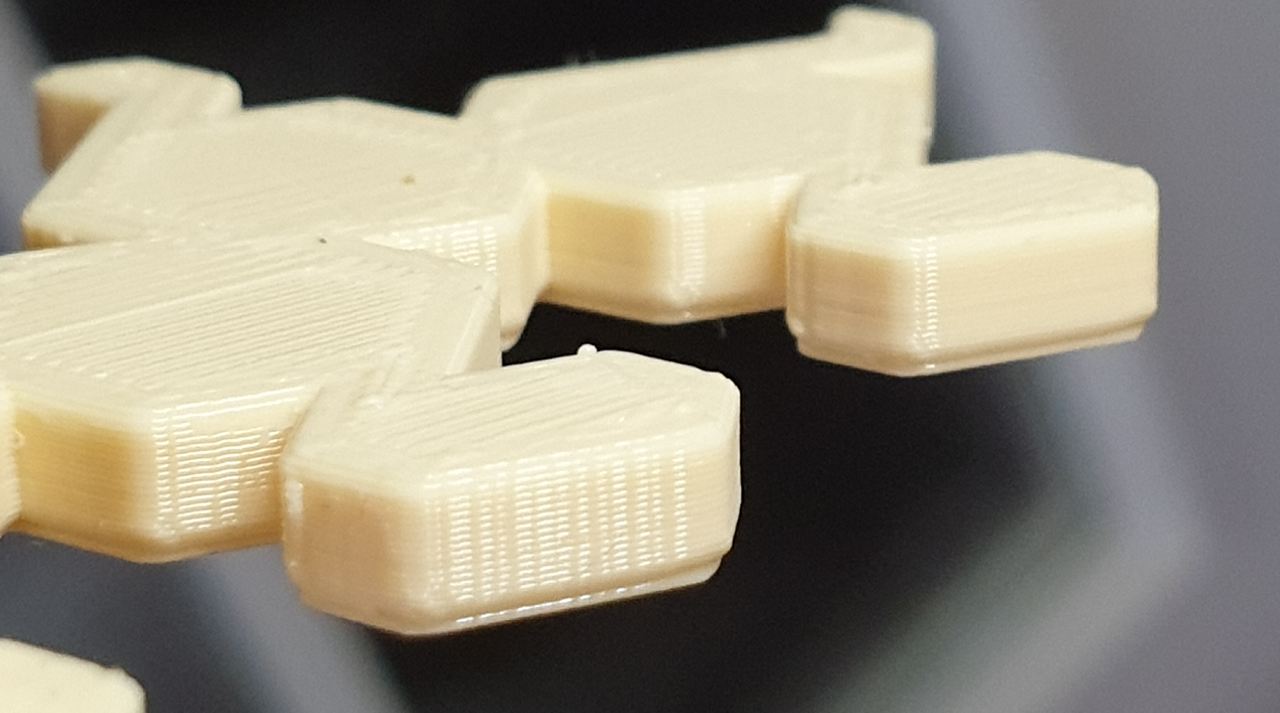
Злоупотреблять и отрывать модель с кусками стекла тоже не стоит. Надо искать компромисс между "крепко держится во время печати" и "готовая модель легко отделяется".
Даже небольшое изменение условий может поменять ситуацию кардинально.
Например, я не мог заставить липнуть АБС до тех пор пока не получил правильную реальную температуру на стекле.
Прочувствовав нюансы печать станет намного проще и Вам не придется постоянно проверять на месте ли модель.