На мой взгляд, причина подтеканий в стальном сопле - при сборке хотенда по инструкции от e3d уплотнение происходит по стыку термобарьера и сопла, латунь мягкая и за счет ее проминания стык уплотняется. Со сталью этот номер не проходит. Имею несколько сменных блоков (термобарьер/нагреватель/сопло) - шесть с латунным соплом не подтекают, два со стальным подтекают. Но так незначительно, что за два года небольшая капля образовалась не влияющая на скорость, да закоксовалось поди уже все)))
Если напрягает, можно фумкой уплотнить со стороны термобарьера.
BIQU H2
-
kaktus770

- Сообщения: 13
- Зарегистрирован: 21 ноя 2021, 21:39
Re: BIQU H2
Кстати, кто-нибудь знает насколько удобен демонтаж термобарьера в Бяке? Встречалось, что пол экструдера расчленить надо.
-
alexlpr
- Сообщения: 10
- Зарегистрирован: 24 мар 2021, 21:31
Re: BIQU H2
Подскажите, а стоит резьбу под термобарьер нарезать M7 в BIQU H2? Или штатным лучше пользоваться? А то завалялось несколько термобарьеров титановых от V6. не выбрасывать же?
-
demonlibra

- Помогаю слегка
- Сообщения: 2552
- Зарегистрирован: 18 янв 2020, 11:49
- Откуда: Ростов-на-Дону
Re: BIQU H2
Экструдер BIQU H2 с титановым горлом на термопасте и латунным соплом 0.4.
Начал проводить эксперименты с TPU от FDPLAST.
Заявленная твёрдость по Шору 75А.
С первых двух попыток даже не смог его заправить. Пришлось снимать и разбирать экструдер.
Предыдущая безуспешная попытка заправки TPU была после PET-G.
Попытка заправки с предварительной сменой пластика на PLA и нагревом до 220 °С увенчалась успехом.
Филамент пропустил через тефлоновую трубку, которая выходит за пределы корпуса.
Филамент пропустил до упора в шестерни. После отжимаю качалку и пропускаю еще вперед до следующего упора в термобарьере.
https://t.me/uni3dchat/227981
Уменьшил скорость заправки до 1 мм/сек.
Дополнительно решил ограничить ток мотора экструдера.
Пусть лучше мотор начнёт пропускать шаги, чем экструдер жевать филамент.
Не смотря на тесты с печатью на скорости 100 мм/сек, решился попробовать печатать только на 30 мм/сек.
Ограничил ток до 400 мА.
Температура 200 °С
Коэффициент экструзии 1.15
Ширина линий 0.4 мм
Высота слоя 0.2 мм
Первый слой 5 мм/сек, остальные 30 мм/сек
Обдув 100%

Пробок не было.
Печать завершилась и результат для себя считаю успешным.
Начал проводить эксперименты с TPU от FDPLAST.
Заявленная твёрдость по Шору 75А.
С первых двух попыток даже не смог его заправить. Пришлось снимать и разбирать экструдер.
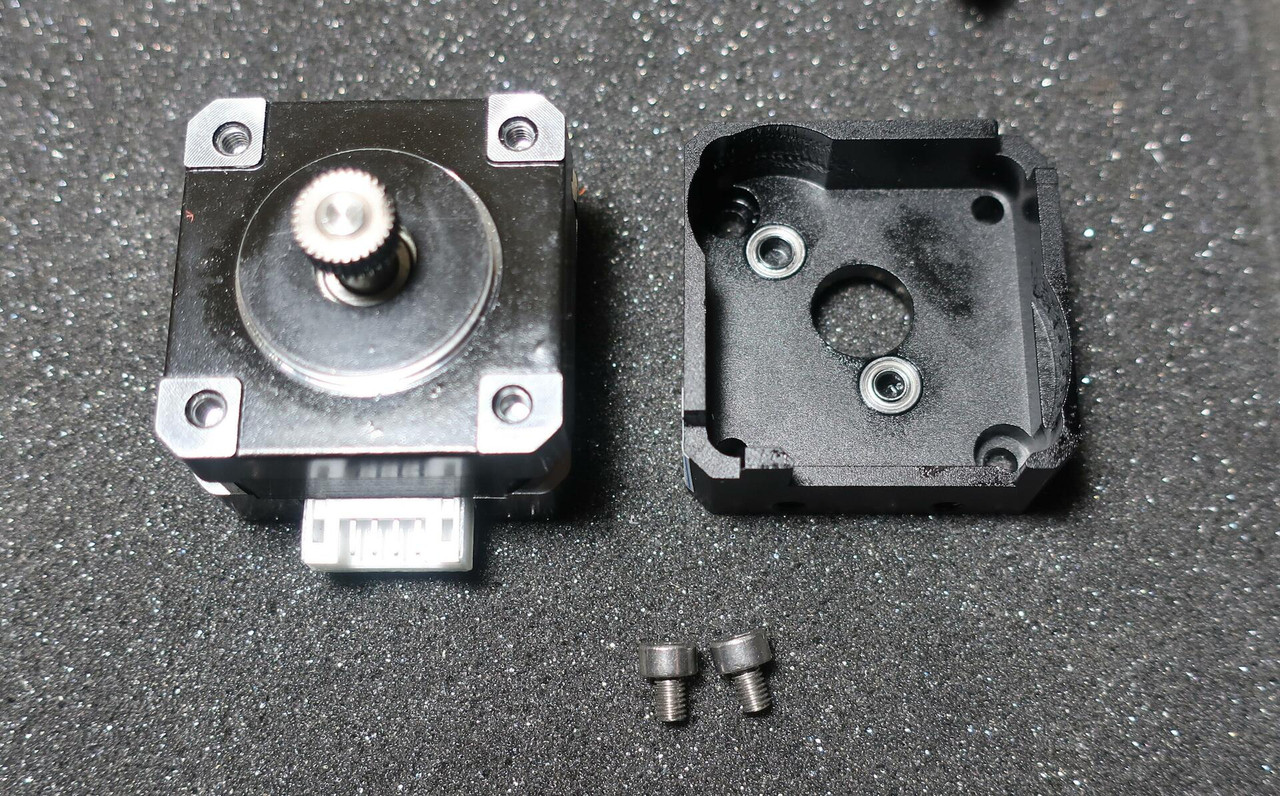
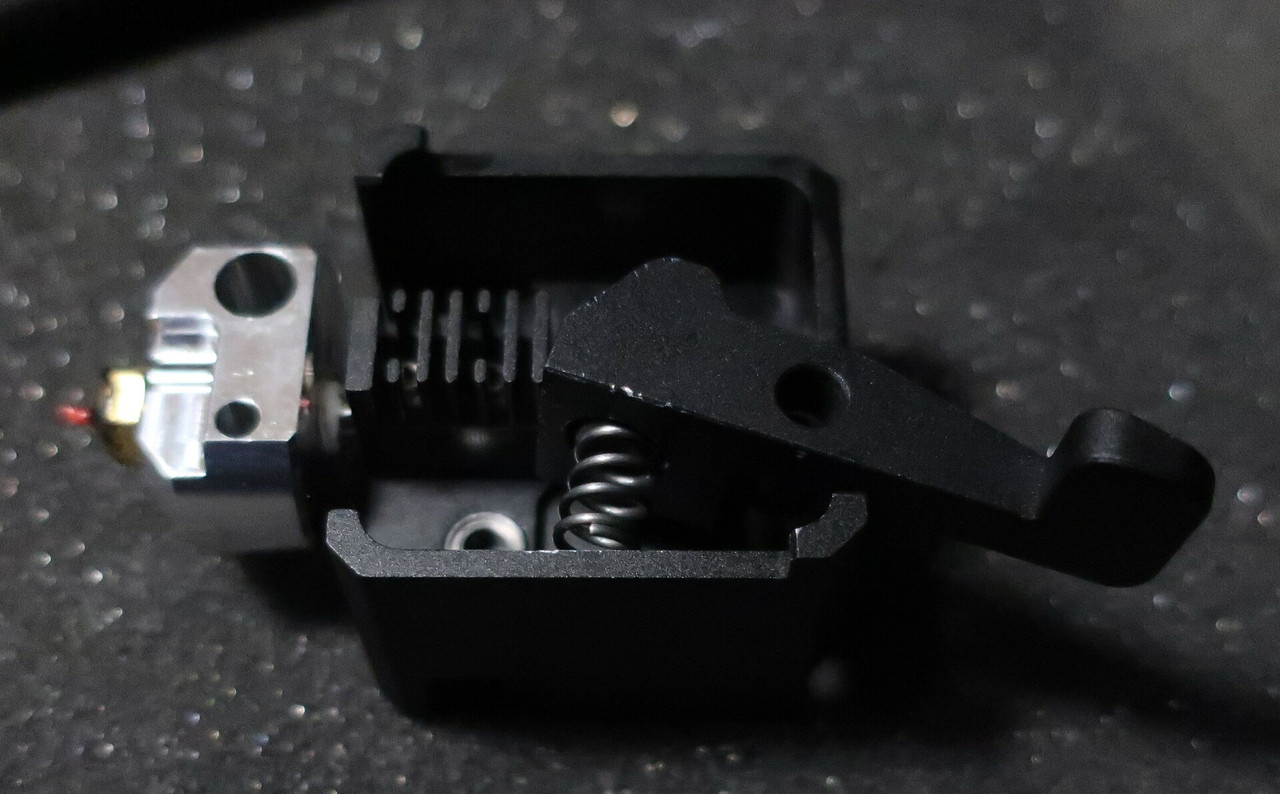
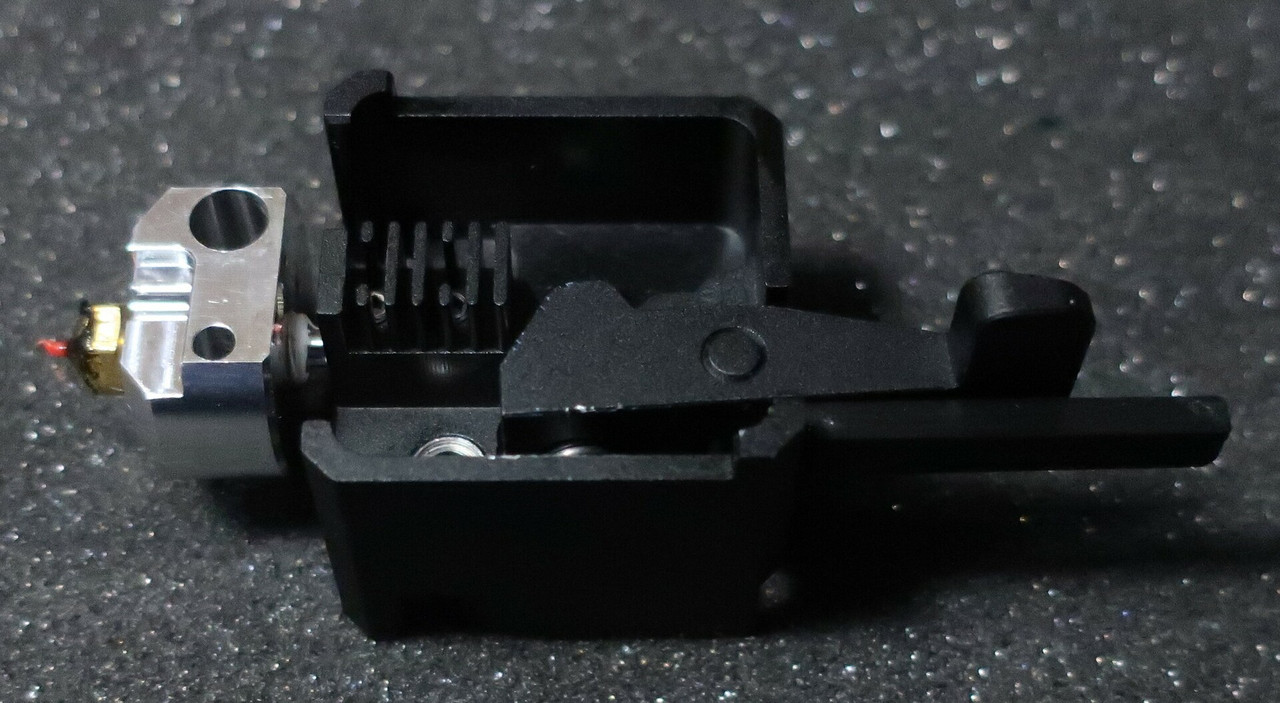
Фото разборки
Перед разборкой рекомендую отжать качалку и вставить под неё что-нибудь.
Я вот такую деталь смоделировал.

Для фиксации мотора в комплекте отсутствовали винты DIN912 M3x4. Взял винты из своих запасов, укоротил и закрутил.
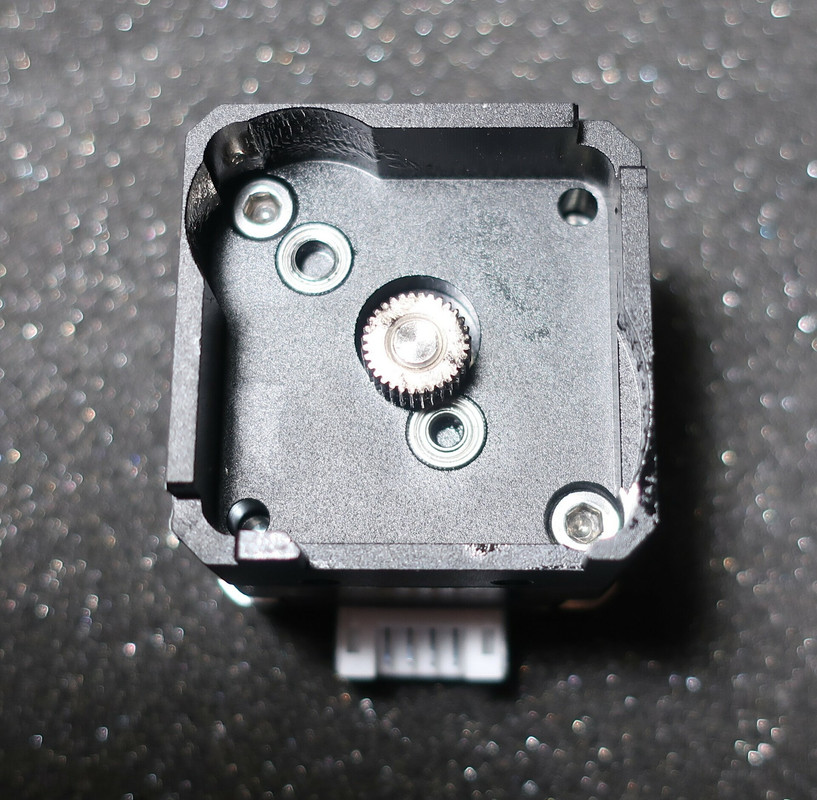
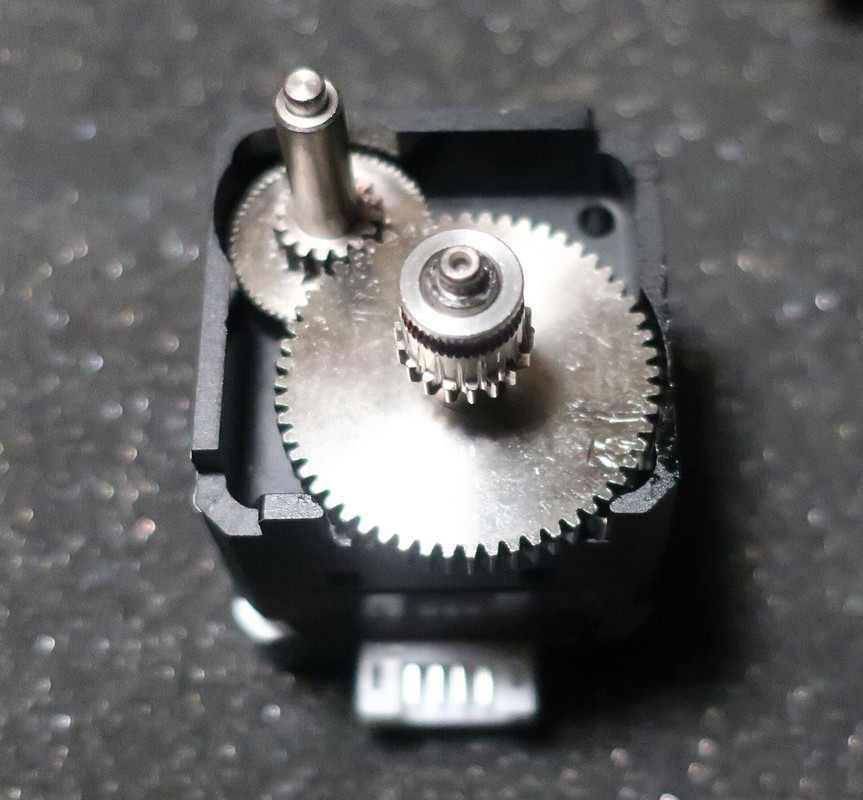

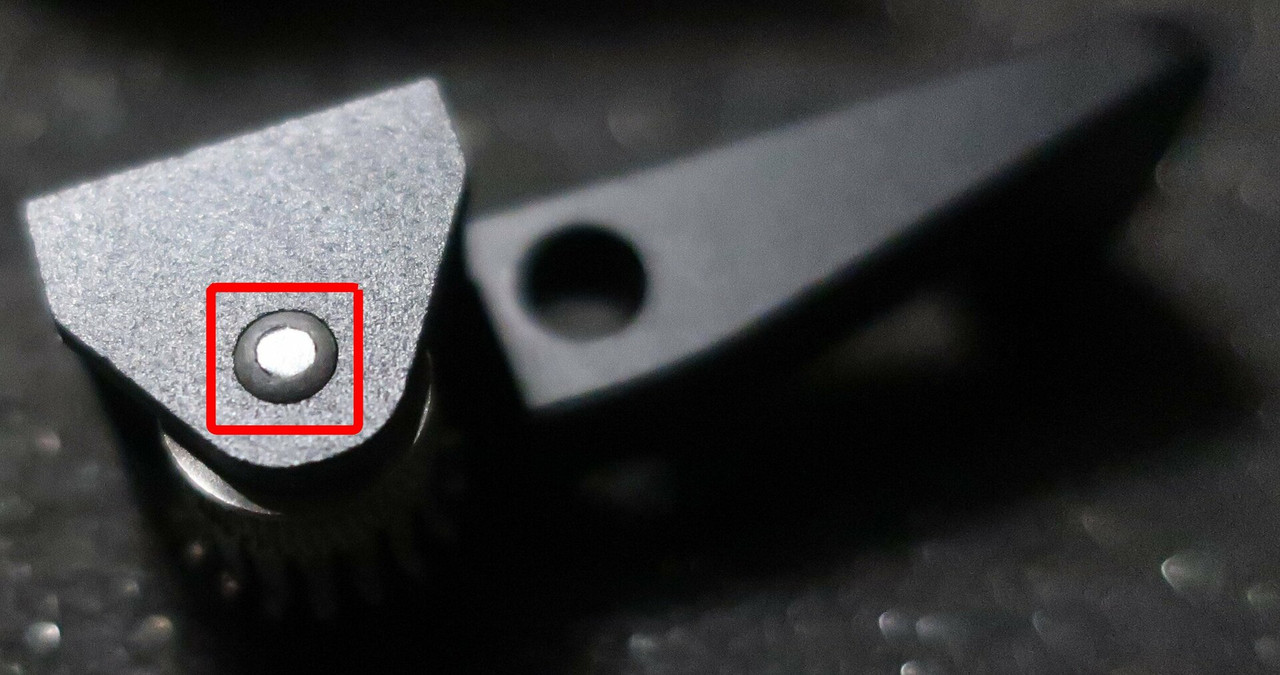
Для извлечения штифта дополнительной подающей шестерни переворачиваем качалку и стучим, например ручкой отвёртки.
Штифт должен выпасть.

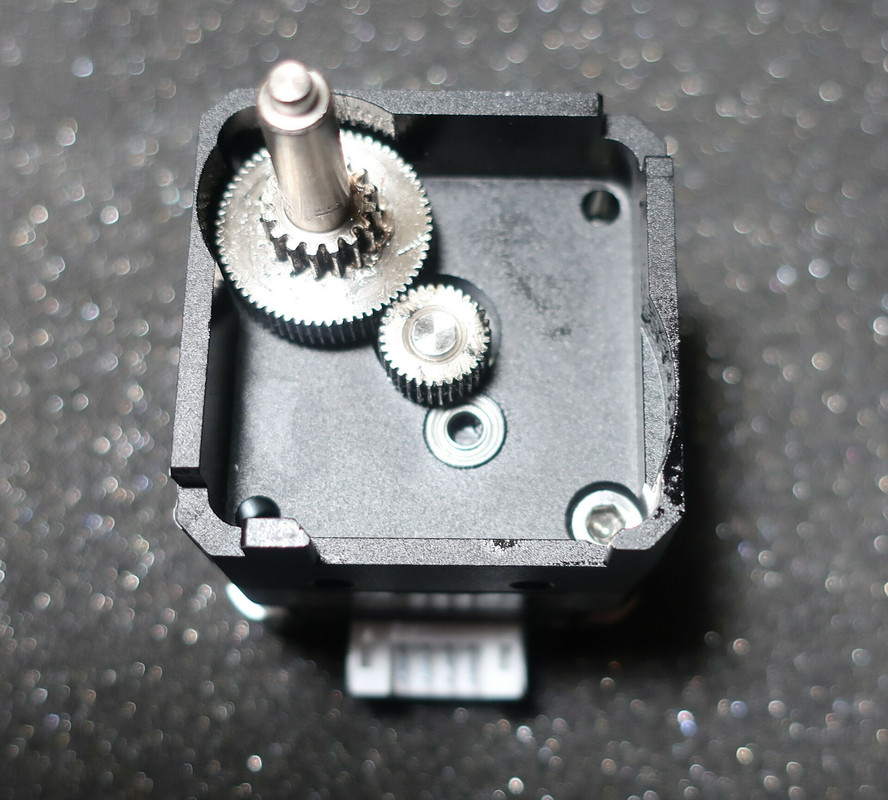
Немного поправил положение основной подающей шестерни.
Немного сточил штифт дополнительной подающей шестерни, чтобы она могла опуститься ниже.
Я вот такую деталь смоделировал.
Для фиксации мотора в комплекте отсутствовали винты DIN912 M3x4. Взял винты из своих запасов, укоротил и закрутил.
Для извлечения штифта дополнительной подающей шестерни переворачиваем качалку и стучим, например ручкой отвёртки.
Штифт должен выпасть.
Немного поправил положение основной подающей шестерни.
Немного сточил штифт дополнительной подающей шестерни, чтобы она могла опуститься ниже.
Предыдущая безуспешная попытка заправки TPU была после PET-G.
Попытка заправки с предварительной сменой пластика на PLA и нагревом до 220 °С увенчалась успехом.
Филамент пропустил через тефлоновую трубку, которая выходит за пределы корпуса.
Филамент пропустил до упора в шестерни. После отжимаю качалку и пропускаю еще вперед до следующего упора в термобарьере.
https://t.me/uni3dchat/227981
Уменьшил скорость заправки до 1 мм/сек.
Код: Выделить всё
G1 E100 F60Пусть лучше мотор начнёт пропускать шаги, чем экструдер жевать филамент.
Код: Выделить всё
M569 P3 S1 F4 V2000 ; tpwmthrs 2000 (0.4 mm/sec)
M906 E250 ; Motor current E 250 mA
Ограничил ток до 400 мА.
Код: Выделить всё
M569 P3 S1 F4 V2000 ; tpwmthrs 2000 (0.4 mm/sec)
M906 E400 ; Motor current E 400 mA
Коэффициент экструзии 1.15
Ширина линий 0.4 мм
Высота слоя 0.2 мм
Первый слой 5 мм/сек, остальные 30 мм/сек
Обдув 100%
Пробок не было.
Печать завершилась и результат для себя считаю успешным.
Не бойся поломать. Бойся не починить ))

-
Ivan_Zhura
- Сообщения: 7
- Зарегистрирован: 04 дек 2021, 17:11
Re: BIQU H2
Через мои руки прошло 2 экструдера BIQU H2. Первый был версии условно 1.5 с хитблоком от Phaetus, второй V2. Первый экземпляр оказался неудачным. Сильный люфт шестеренок приходилось компенсировать дополнительной подачей после ретракта чтобы шов был красивым. Второй проблемой было то, что TPU от FD Plast на нем у меня печатать не получилось. Пластик всегда находил зазор между подающими шестернями и корпусом и в итоге наматывался на шестерни с печальными последствиями. Еще одной проблемой было то, что хитблок постоянно тек. Вроде бы затягиваешь все на горячую как обычно, но через 1-2 печати пластик снова начинал сочиться. Ставил обычный V6, проблема на время уходила, но в итоге все равно течь продолжалась. Дико бесило то, что чтобы достать термобарьер с хитблоком из экструдера проходилось каждый раз делать полную разборку) Несмотря на все проблемы, твердыми пластиками экструдер печатал хорошо. Коэффициент PA у меня получился 0.025, что очень хорошо, как по мне.
Я решил рискнуть и заказать еще один H2, но уже версии V2. И, забегая вперед, он меня уже полностью удовлетворил. Но давайте по порядку. Вот список отличий версии V2 от V1.5, которые я отметил: Я же поместил эту команду в стартовый G-code профиля филамента в PrusaSlicer. По поводу остальных настроек, могу порекомендовать следующие параметры для TPU от FD Plast:
Я решил рискнуть и заказать еще один H2, но уже версии V2. И, забегая вперед, он меня уже полностью удовлетворил. Но давайте по порядку. Вот список отличий версии V2 от V1.5, которые я отметил:
- Упакован он теперь а-ля IPhone:

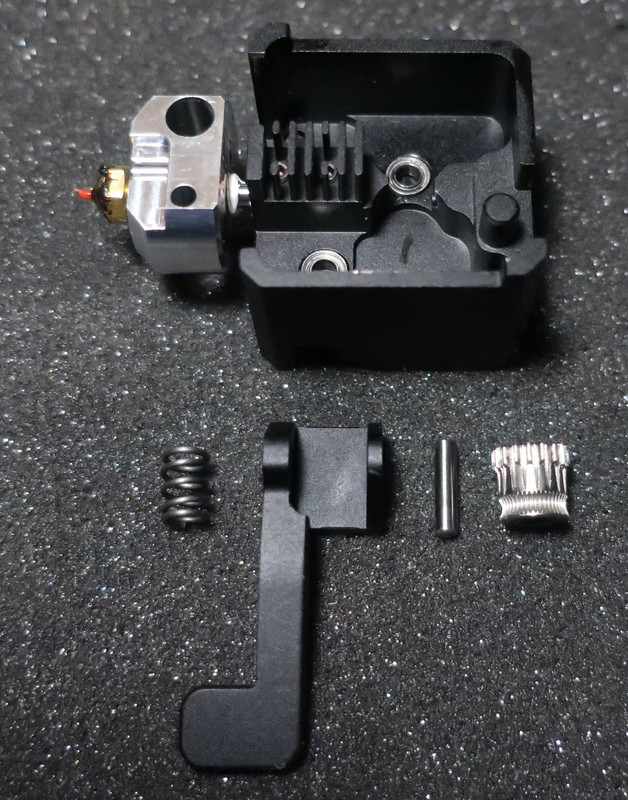
- Комплектация в целом +- как раньше, разве что фитинг теперь тоже кладут:

- Надеялся, что шестерня из коробки не люфтит, но нет, люфтит, так что с ней все так же нужно будет повозиться, если хотите заняться тонкой настройкой. Мой экструдер все еще немного стрекочет, как и V1.5, но швы без компенсации ретракта стали гораздо лучше. Однако я ее в итоге оставил, но сделал чуть меньше (0.03мм против 0.05 на V1.5). Так швы вообще хорошие получаются.
- Подающие шестерни соосны, смещений нет (впрочем и на версии 1.5 у меня такого не было)
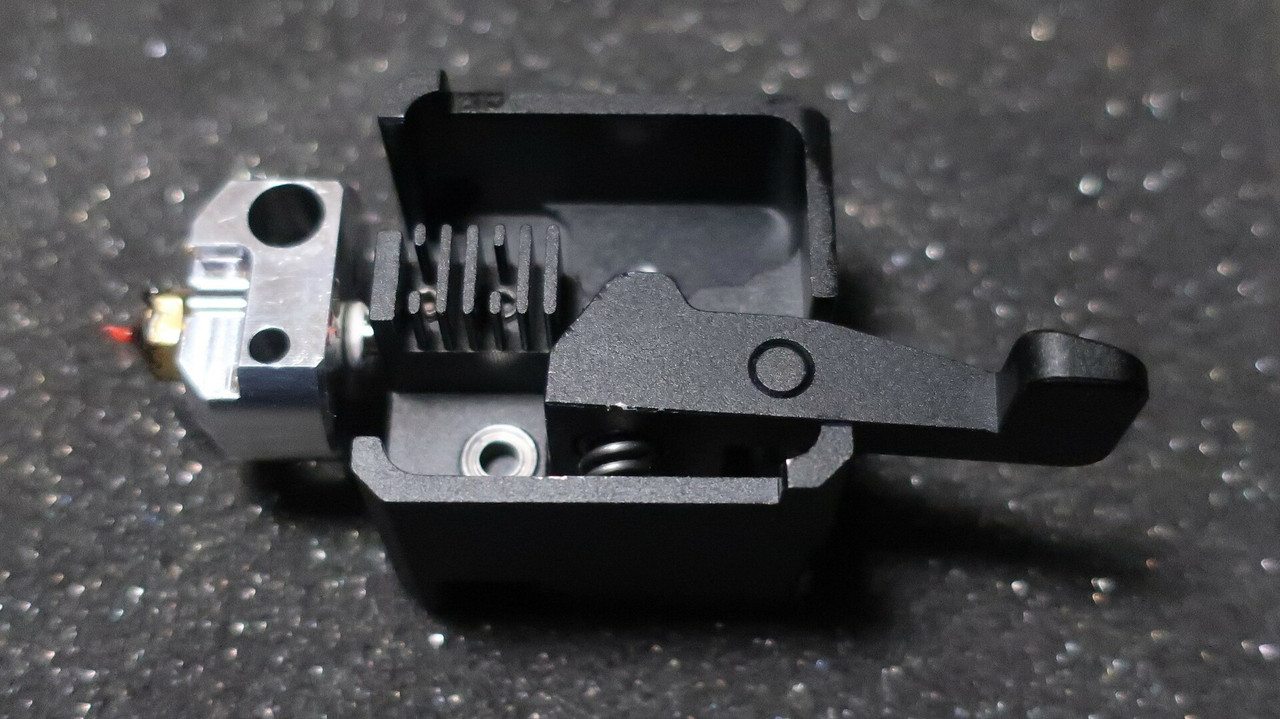
- Наконец-то можно поменять хотэнд без разборки экструдера. На фото видно отверстия под ключ в корпусе:

- Был крайне приятно удивлен тем, что из коробки идет биметалл горло. С ним экструдер оказался полностью всеядным. На титане на H2 V1.5 я все же ловил температурные пробки при длительных печатях PLA. С биметаллом такого нет. На всякий случай напомню, что очень желательно использовать термопасту при установке горла в радиатор.

- Лично мне не понравился новый хитблок в плане формы. Не понимаю, почему не использовать обычный V6, раз уж Phaetus по каким-то причинам решили больше не использовать. В целом похож на V6 , но те же силиконовые носки будут несовместимы. В общем-то только в этом и состоит моя претензия к нему. Что самое главное, в связке с комплектным горлом и закаленным соплом у меня ничего не течет. Хотя я попечатал на нем уже всем, что у меня есть: от PLA до композитов всех мастей и TPU.
- Раньше такого не было, но теперь винты, которые стягивают корпус, идут вместе с гроверами. Даже не знаю, на что это может повлиять. На V 1.5 у меня ничего не раскручивалось.

Код: Выделить всё
SET_PRESSURE_ADVANCE smooth_time=0.2- Температура сопла: 215 градусов, температура стола: 70 градусов
- Скорости можно вообще не душить. Отпечатал файл лиса из обзора Дмитрия Соркина (именно тот самый G-CODE), тест прошел успешно:

На скоростях, близких к 100 мм/c и ускорениях под 5-8к пластик успевает выкладываться как надо. Единственно, что действительно стоит ограничить - максимальный объемный расход. 5 мм^3/c как по мне является нормальным значением для этого ограничения (если у вас не вулкан, конечно)). Этот параметр будет работать как защита от дурака. Ибо я сам столкнулся с подобным казусом, когда проводил свои первые неудачные тесты с этим TPU: нарезал с высотой слоя 0.3 (осталась с предыдущей печати), и подача прекращалась.
- Ретракт 1.3 мм, 25мм/с
- Настройте PA. Он будет сильно больше значения для твердых пластиков. Коэффициент PA 0.75 у меня работает нормально для данного филамента
Последний раз редактировалось Ivan_Zhura 28 дек 2021, 20:20, всего редактировалось 1 раз.
-
alexlpr
- Сообщения: 10
- Зарегистрирован: 24 мар 2021, 21:31
Re: BIQU H2
Спасибо за обзор. Информативно! Заказал таких четыре штуки. Посмотрим как качество гуляет.
-
demonlibra
- Помогаю слегка
- Сообщения: 2552
- Зарегистрирован: 18 янв 2020, 11:49
- Откуда: Ростов-на-Дону
-
demonlibra
- Помогаю слегка
- Сообщения: 2552
- Зарегистрирован: 18 янв 2020, 11:49
- Откуда: Ростов-на-Дону
Re: BIQU H2


Не бойся поломать. Бойся не починить ))
-
Алексей Анцибор

- Сообщения: 2
- Зарегистрирован: 25 апр 2020, 19:49
- Откуда: Санкт-Петербург
Re: BIQU H2
Если кому потребуется менять подшипники на Biqu H2v2:
3 штуки MR63ZZ
1 штука 682XZZ
3 штуки MR63ZZ
1 штука 682XZZ
UNI 2.4.1 250х200х267.5, Biqu H2v2, BigDipper RRF