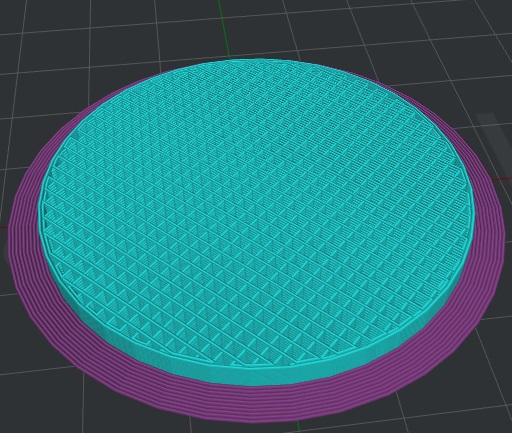
Идея метода заключается в том чтобы стол нагреть где-то до 110 °C. Нагретый стол прогревает камеру печати до примерно 60 °C. Но деталь печатается не прямо на столе. Снизу печатается постамент с неплотной структурой, т.е. просто сетка из того же материала что и деталь (чтоб не надо было посередине процесса пластик менять). При этом т.к. сетка не плотная то её не скукоживает, она остаётся ровной и даёт базу для детали. Сама деталь при этом не имеет сильного перепада температуры по объёму, она вся печатается на удалении от столика и поддерживается равномерно тёплой.
Т.е. при обычной печати сразу на стол первые 1-2 мм детали заметно горячее чем всё что выше. И если с PLA и PET-G это не даёт заметных проблем и ими можно печатать на открытых принтерах то уже с ABS требуется закрытая камера. А для нейлона нужна ещё бОльшая температура в этой камере. Печать на постаменте должна ещё снизить проблему скукоживания от неравномерности температуры детали и должно получиться сделать всё при среднестатистических 60 °C в камере.
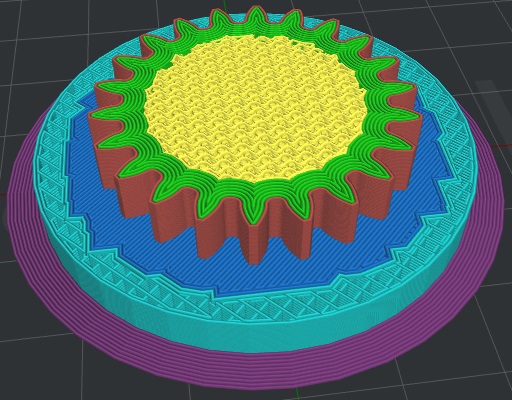
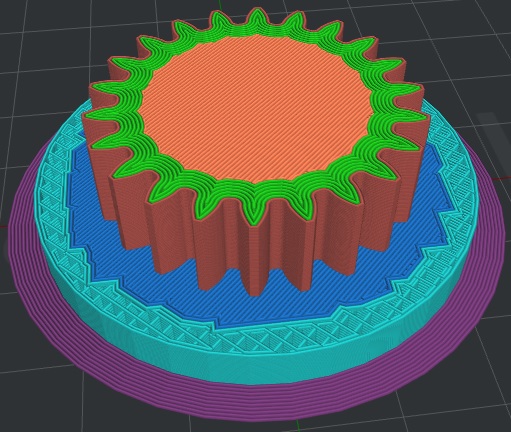
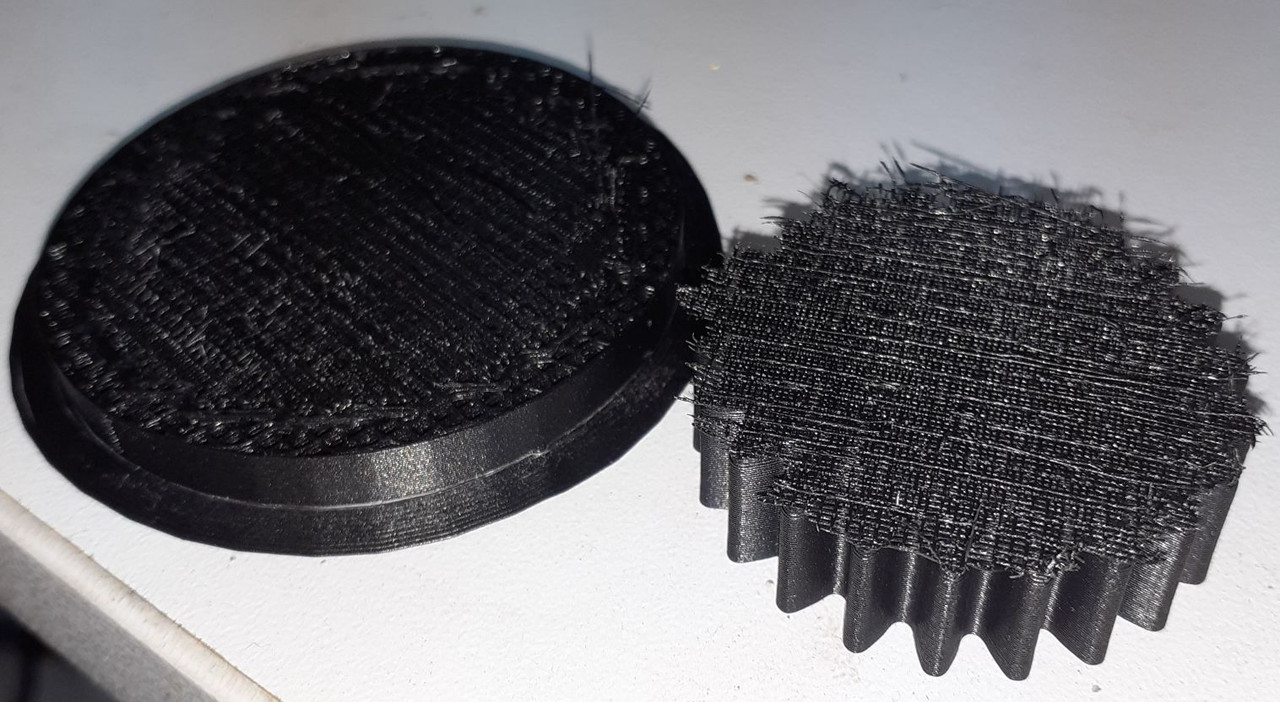
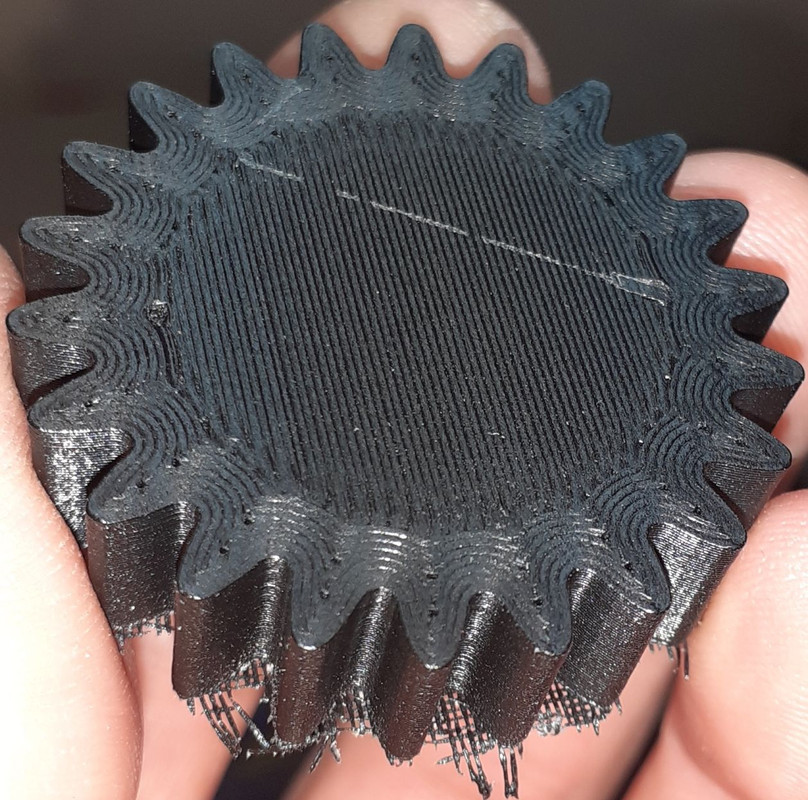
Пробуем. Шестерня не от какого-то устройства, а так на глаз набросал, даже отверстие для оси не сделал. Модуль 1.5, 22 зуба, угол 23 °, диаметр 36 мм, высота 10 мм. Постамент диаметром 50 мм, плотность заполнения 25 %, высота 5 мм. Параметры печати детали: высота слоя 0.2 мм, скорость 50 мм/с, стол 110 °C, сопло 250 °C, ширина экструзии 0.4 мм, нижняя и верхняя крышки по 2 мм толщиной, плотность заполнения внутри 50 %, 7 периметров (0.4 * 7 = 2.8 мм ширина боковой стенки). Между постаментом и деталью печатаются 3 промежуточных слоя с плотностью заполнения 95 % и множителем экструзии 40%. Это с одной стороны даёт достаточно ровную поверхность для выкладывания первого слоя детали а с другой стороны эта поверхность довольно рыхлая чтобы деталь можно было оторвать от постамента.
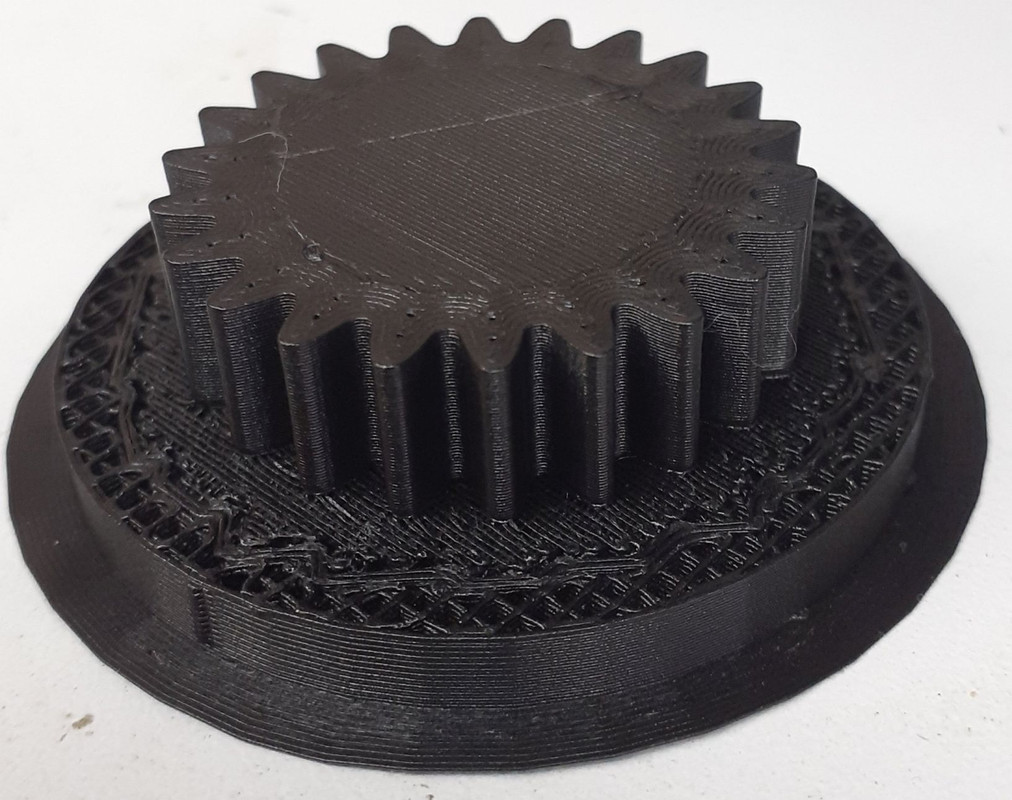
Подобные детали этим материалом я уже пробовал печатать от стола и ничего хорошего не получалось. Этим же методом с первого раза удалось получить нормальное изделие. Т.к. основа тут нейлон я бы без раздумий пробовал ставить подобную шестерню в мясорубку, комбайн и тому подобные устройства. Понятно что первые образцы надо будет хорошенько погонять, всё проверить, понагружать и только после этого делать окончательные выводы. Но прогресс на лицо, мне нравится результат. Как попадётся что-то подходящее испытаю в деле.