Использовался филамент PLA от REC. Несколько замеров показали диаметр 1.75 мм.
Температура стола 50 °С
Температура HotEnd`а 210 °С
Скорость печати 30 мм/сек
Напечатал параллелепипед 20 х 20 мм с расположением под углом 90°
- длина стороны X 19.90 - 19.95
- длина стороны Y 19.95 - 20.00
Напечатал параллелепипед 40 х 40 мм с расположение под углом 90°
- длина стороны X 39.80 - 39.85
- длина стороны Y 39.95 - 40.00
- длина стороны X 119.60 - 119.65
- длина стороны Y 119.80 - 119.85
Результаты измерений те же. Вдоль лицевой стороны принтера сторона детали короче, чем модель.
Как видно из измерений, ошибка растёт вместе с увеличением размеров модели.
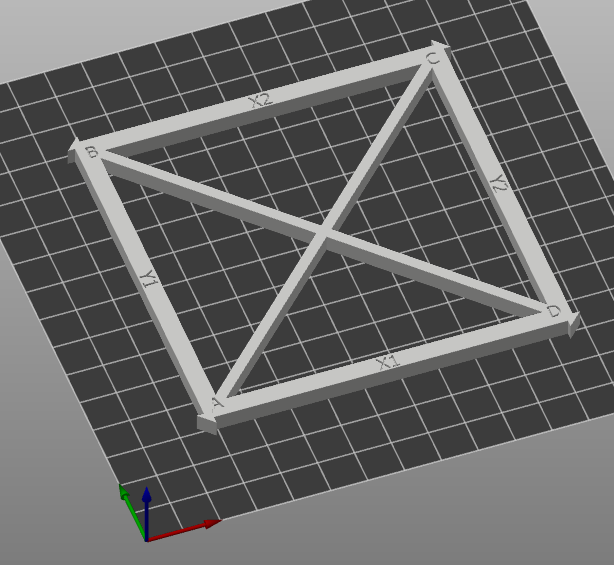
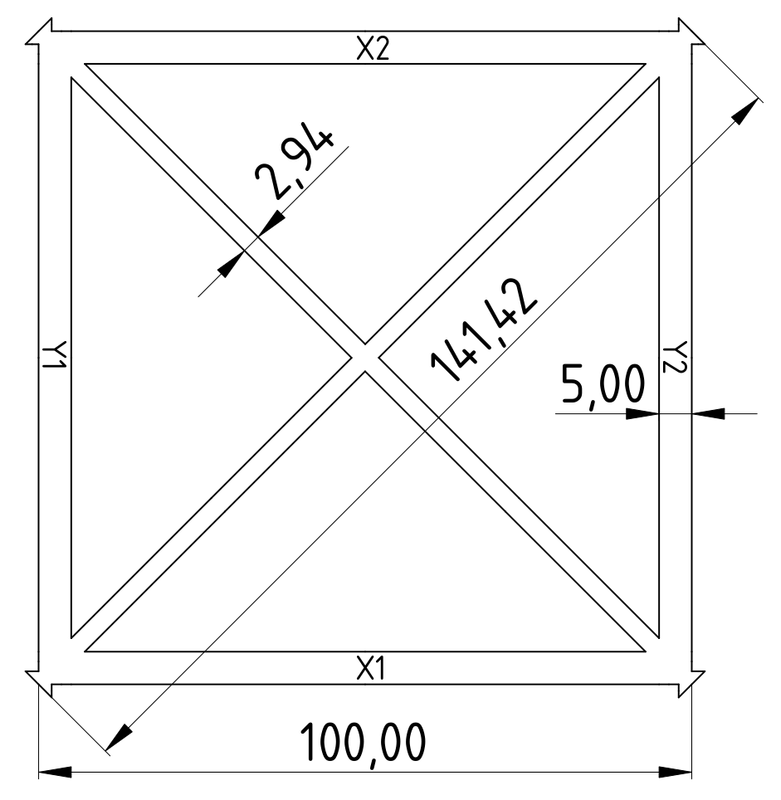
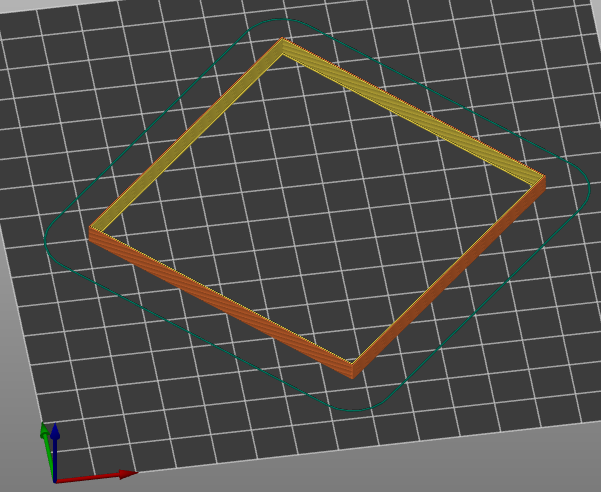
Напечатал параллелепипед 80 х 80 мм с расположение под углом 45°
В этом случае при перемещения вдоль стороны параллелепипеда работает только один мотор.
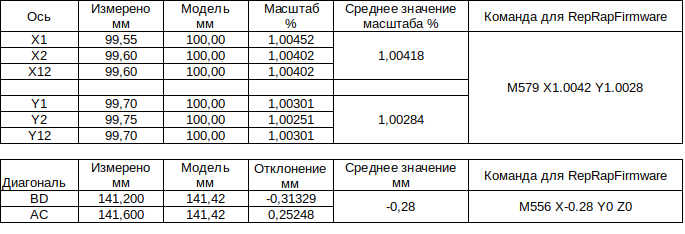
- длина стороны перемещения от правого мотора 79.75 мм
- длина стороны перемещения от левого мотора 80.00 мм
Согласно данным прошивки правый мотор Y
Рассчитанное количество шагов на 1 мм = 80
(80 шагов на 1 мм) х (заданная длина стороны параллелепипеда 80 мм) / (измеренная длина стороны параллелепипеда 79.75 мм) = 80.25
Задаю количество шагов на 1 мм = 80.25
Код: Выделить всё
M92 X80 Y80.25 Z400 E923 ; set steps per mm- длина стороны перемещения от левого мотора 80.0
- длина стороны перемещения от правого мотора 80.0
- длина стороны X 79.9
- длина стороны Y 80.0